Gyakran tapasztaljuk 3D nyomtatás során, hogy a furatok szűkebbek lettek a végeredményen, mint ahogy a modellen szerepeltek. Ha nincs más különösebb gond, akkor egyszerűen egy fúróval feltágíthatjuk a lukat és tovább léphetünk a problémán. Ideig-óráig elodázhatjuk a kérdést, de előbb vagy utóbb születnek olyan nyomtatványaink, amiket nem tudunk utólag korrigálni, így meg kell fejteni ennek a pontatlanságnak az okát.
Update 2020.05.10.: A Cura 4.6-os verziójától elérhető lett egy Hole Horizontal Expansion beállítási lehetőség. Ezzel külön állítható be a furatok mérete úgy, hogy közben nem befolyásoljuk a tárgy külső méretét. Így már egészen precíz eredményt lehet elérni, ugyanis valamiért a Cura még mindig többet téved a furatok méretében, mint a külső méretekben.
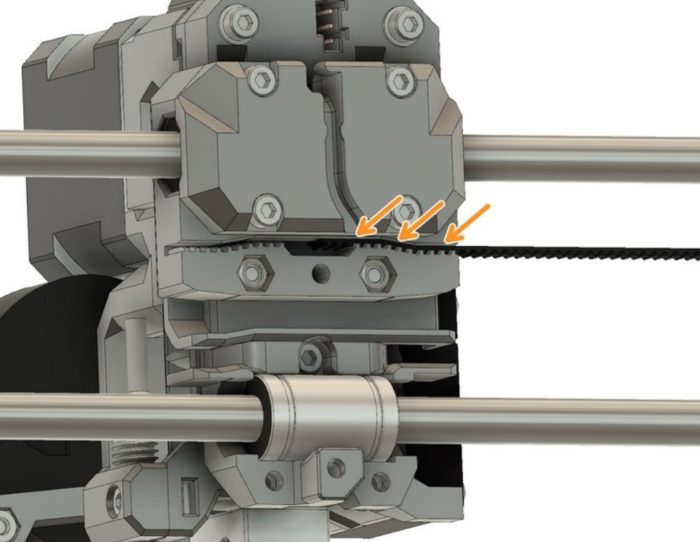
A Prusa Mk3 nyomtatása közben egyre gyakrabban fordult elő, hogy bosszantóan szűkek lettek a nyílások. Mivel a lusta ember kétszer fárad, ezért elsőre TinkerCad segítségével picit módosítottam a fájlokat, felbővítettem a kritikus helyeken. Majd eljutottam az X kocsiig, ahol a GT2 szíjat kell a képen látható módon egy nyomtatott elembe fűzni. Ez már annyira nem ment, hogy be kellett látnom, valami nincs itt rendben.
A Cura nevű szeletelő programot használom, lehet más szeletelő program okosabban működik. Ez viszont úgy tűnik számomra, hogy a körvonalakat úgy követi le, mintha nem lenne vastagsága a húzott anyagnak. Fura, hogy ez miért így van, hiszen pontosan tudja, hogy milyen vastag csíkokat húz. De sajnos ez a helyzet, ezt az eltérést pedig nekünk kell korrigálni.
Tehát most csak az X és Y irányú pontatlansággal foglalkozunk, a falak vastagságából eredő hibákkal. Ezeket a Z irányú méretek nem befolyásolják.
Extruder motor beállítása
Mielőtt a furatok méretével foglalkoznánk, érdemes az extrudált csík vastagságát is ellenőriznünk, hiszen ha már az is pontatlan, akkor nehezebben fogunk pontos végeredményt beállítani.
Első lépésként ellenőrizzük az extruder motor lépésszámát, mert elsősorban ez befolyásolja a kiadagolt anyag mennyiségét, ami a falak tényleges vastagságát eredményezi: Motorok lépésszámának kalibrációja
Falvastagság kalibrálása
Most pont annyi anyagot extrudál a 3D nyomtató, amennyit elméletben kell. Azért csak elméletben, mert a filament egyáltalán nem biztos, hogy konstans 1.75mm vastagságú. Mint ahogy egyik alkatrész sem biztos, hogy tökéletes méretű. Így a kalibrált extruder esetében is előfordulhat, hogy a szükségesnél több, vagy kevesebb anyag jön ki a fúvókán.
A Cura régebbi verzióiban meg lehetett adni a filament tényleges vastagságát. Ha 1.75mm helyett például 1.65mm állítottunk be, akkor kiszámolta, hogy a vékonyabb szálból mennyivel többet kell adagolnia. Csodálkoztam, hogy elvették el ezt a funkciót, majd megnyugvással telepítettem a „printer settings” plugint, amiben ismét elérhetővé vállt. Később rá kellett jönnöm, hogy valószínű azért vették ki ezt a lehetőséget, mert jobb eredményre jutunk, ha nyomtatással tesztelve kalibráljuk a falvastagságot. Legalábbis nekem felülextrudált lett attól, hogy a mért filament vastagságot beállítva a Cura-ra bíztam az „Flow” kiszámolását.
A Flow nevű százalékban megadható paraméter való ugyanis erre a kompenzációra. Érdemes valami olyasmit nyomtatnunk, ami egy darab falvastagságot eredményez és egyszerűen tolómérővel meg kell mérni az elkészült fal valódi méretét. Az eredmény ismeretében a Flow-t növelve, vagy csökkentve néhány próbálkozás után egészen pontosan beállítható, hogy valóban a fúvóka méretével megegyező falak szülessenek.
Ehhez „váza” módban érdemes nyomtatni valami egyszerű kocka formát, például ezt: Single perimeter test cube
A váza mód azt jelenti, hogy a tárgynak csak a körvonalát nyomtatjuk ki egyetlen folytonos spirálvonalként. A Cura beállításai között ez a Special Modes alatti Spiralize outer contour pipával kapcsolható be. Spórolásként a top/bottom thickness-t állítsuk nyugodtan nullára. A képen látható vékony falú formát fogja előállítani a modellből:
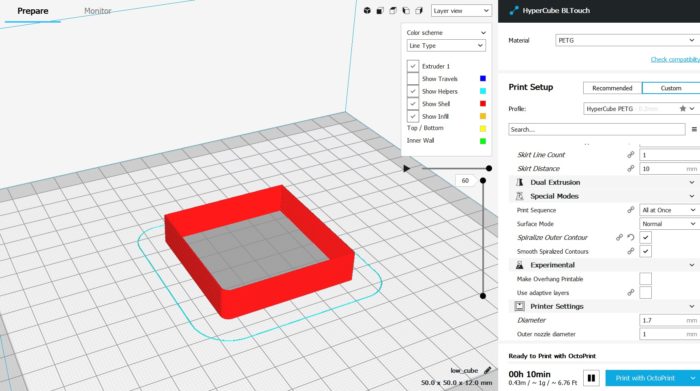
Elméletileg olyan vastagnak kell lennie az eredménynek, mint a fúvóka átmérője, tehát tipikusan 0,4mm. Ha több, akkor túl sok az anyag, a Flow-t kisebbre kell állítani. Próbálkozhatunk azzal, hogy az eltérés arányában változtatjuk meg az értéket. Ha pedig túl vékony, akkor természetesen növelni kell.
Megjegyzem, hogy nekem nem lett tökéletesen konstans a fal vastagsága különböző helyeken mérve. Valószínű a tolómérő nem is alkalmas erre igazán. De mégis egyértelműen beállítható az ideálishoz nagyon jól közelítő érték.

Furat méretek kalibrálása
Találunk sok kalibrációs modellt furatok, hatlapfejű anyák és egyéb nyílások teszteléséhez. Sajnos azonban nem is az a lényeg, hogy a nyomtatónk ezeket jól kinyomtatja-e, hanem az, hogy amit ki akarunk nyomtatni, az pont megfelelő mérettűrésű lesz-e. Ez pedig azért van, mert hajlamosak a tervezők a nyomtató kalibrálása helyett, picit nagyobb nyílásokat tenni a modellekre. Ezért sajnos egy nagyobb projekt előtt érdemes újra elvégeznünk ezt a tesztelést, hogy megismerjük az adott tervező elképzelését a furatok méretével kapcsolatban. 🙁
Teszteléshez tehát a fenti Prusa X kocsi GT2 szíj eleméből készítettem (kivágtam) egy pici darabot, egy M3-as anya helyével együtt, hogy ezeken tudjam beállítani a pontos méreteket.
A Cura beállításai között a Horizontal Expansion nevű paramétert kell finomhangolnunk. Ez valami olyasmit tud, hogy a nyílások méretét a megadott értékkel korrigálja X és Y irányban. Jó közelítés lehet a fúvóka méretének a felét megadni negatív előjellel, tehát 0,4mm-es fúvóka esetén -0,2mm lehet a helyes érték. A default érték a nulla, de ha itt tartasz az olvasásban, akkor az neked sem lesz jó. 🙂 Esetleg még a -0,1-et is érdemes kipróbálni, hátha az is elég.
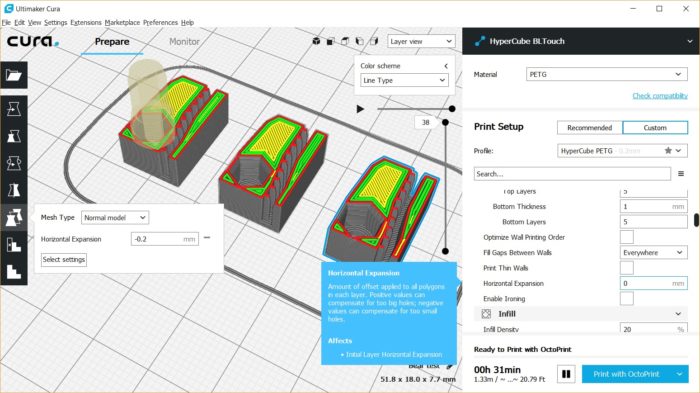
Nyomtathatunk többet egymás után különböző értékekkel, de akár egyszerre több változatot is ki tudunk próbálni. A képen látható módon három példányt helyeztem el a teszt modellből. A baloldali ikonok közül a „Per Model Settings” segítségével egyedi értékeket állíthatunk be a három példánynak. A Select settings gombra kattintva válasszuk ki a Horizontal Expansion-t, majd állítsuk be a kívánt értéket, ami csak erre a modellre lesz érvényes. A képen talán látszódik, hogy a három modellen a GT2 fogak vastagsága különböző méretű.
Az elkészült nyomtatások alapján végül a -0,15mm tűnt a legjobb választásnak. Ez az érték természetesen teljesen egyedi, függ a konkrét nyomtatómtól, a konkrét filament-től és a konkrét modell fájltól is.

Ha megtaláltuk a helyes értéket, akkor készen is vagyunk, el lehet kezdeni a nagyobb méretű alkatrészek nyomtatását.
Sajnos ez tényleg egy spéci kalibrációs feladat, mert nem csak a nyomtatónkon múlik a helyes érték, hanem a modellektől is függ. Mindenesetre a Prusa Mk3 alkatrészeinek nyomtatásához szükséges ezt a beállítást elvégezni!