A tökéletes első réteg nyomtatáshoz pontosan be kell állítani a nozzle magasságát a tálcához képest. Ehhez a Z offset-et kell bekalibrálnunk, ami az eltérés a nozzle hegye és a vízszint szenzorunk által mért magasság között.
Előkészületként érdemes felmelegítenünk a HotEnd-et is és a tálcát is. Egyrészt azért, mert akár befolyásolhatja a szenzorunkat a hőmérséklet, tehát célszerű olyan körülményeket teremteni, ahogy valójában használni fogjuk a beállításainkat. Másrészt a meleg nozzle-ről le tudjuk törölni az odaszáradt filamentet, ami akár pár tized millimétert is hozzáadhat a mérésünkhöz, így teljesen elrontva az eredményt.
A következő lépéseket kell végrehajtunk valamilyen konzol segítségével:
- Beállítjuk nullára az offset értékét
M851 Z0
- Home helyzetbe mozgatjuk a fejet
G28
Ha nagyon precízek akarunk lenni, akkor ezután a nozzle-t oda mozgatjuk, ahol a szenzor mérte a magasságot:
G1 X28 Y12 - Engedélyezzük, hogy negatív irányba is mozoghasson a fej
M211 S0
- Megkeressük a pontos offset értéket
Tegyünk egy papírlapot a nozzle alá. Kis lépésekben mozgassuk negatív irányba fejet. Azt a magasságot keressük meg, ahol még éppen mozgatni tudjuk a papírlapot, de már egyértelműen hozzáér a nozzle a píprhoz.
Ehhez használhatjuk az LCD kijelzőt, vagy OctoPrint gombjait, de a konzolról GCODE-okat is kiadhatunk: G1 Z-1, G1 Z-2, G1 Z-2.1, G1 Z-2.2, G1 Z-2.3
Az így megkeresett Z érték lesz az új offset - Állítsuk be az új offset értéket
M851 Z-2.3
- Mentsük el a beállítást az EEPROM-ba
M500
- Tiltsuk le a negatív irányba engedélyezett mozgást
M211 S1
Ezzel készen is van a kalibráció. Érdemes a firmware forráskódjába is visszaírnunk az értéket, hogy ha reseteljük az EEPROM-ot, akkor is megmaradjon:
#define Z_PROBE_OFFSET_FROM_EXTRUDER -2.3
Marlin dokumentáció: M851 – Z Probe Offset
Finomhangolás
A fenti eljárással viszonylag pontosan be tudjuk állítani Z offset-et. Nyomtatás közben azonban érdemes figyelni az eredményt, hogy valóban tökéletes-e a nozzle és a tálca távolsága. A papír vastagsága is esetleges és egyébként is csak „érzésre” állítjuk be az értéket.
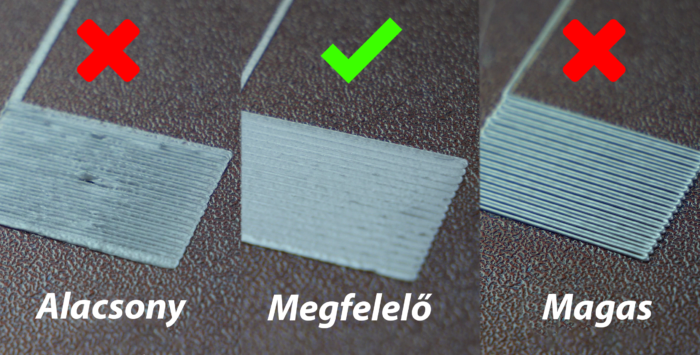
Ha túl alacsonyra állítottuk be a magasságot, akkor nem fér el annyi filament a fúvóka és tálca között, amennyit extrudálunk az első réteg nyomtatásakor. Ha csak picit pontatlan a beállításunk, akkor a fúvóka rondán végig karistolja az első rétegek, rosszabb esetben el is dugulhat a fej. Ekkor kattogást hallunk az extruder fogaskerekeinél.
Ha viszont túl nagy távolságot állítottunk be, akkor nem lapul ki megfelelően az extrudált filament, így nem tapad megfelelően az első réteg. Ráadásul ronda is lesz, ha nem érnek teljesen össze a csíkok egymás mellett, tehát nem lesz szép egységes felülete az első rétegnek.
Ezeket a hibákat szemrevételezéssel meg tudjuk állapítani, ahogy a következő fényképen megfigyelhető:
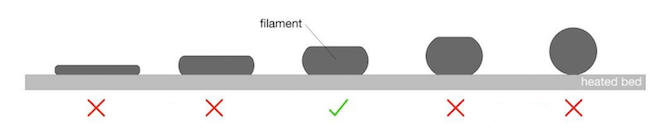
Keresztmetszetben így érdemes elképzelni a hibás és a megfelelő beállítás eredményét:
A Prusa Mk3 firmware-ében egy nagyon klassz megoldást fejlesztettek az Z offset beállítására. A kalibrációt elindítva minta csíkokat kezd nyomtatni, miközben valós időben állíthatjuk az offset értéket. Így különösebb méricskélés nélkül be tudjuk állítani a megfelelő értéket a nyomtatott csík formája alapján.
„Tiltsuk le a negatív irányba engedélyezett mozgást
M211 S1″
Helyesen: Engedélyezzük vissza a negatív irányba elmozdulás tiltását.
Kedves Jakab! Valóban nem túl szerencsés mondatok ezek, de hogy érthetőbb lenne a tiltás visszaengedélyezése, mint az engedélyezés tiltása? Hát nem’tom. 🙂
info kukac zen3d.hu, vagy a Zen3D facebook oldalán privát üzenetben írjatok légyszi helyesírási hibákról, vagy nyelvészeti kérdésekről. Ezeket a hozzászólásokat inkább a tartalom firtatásának hagyjuk meg!
(Javítottam a bovden/bowdent a másik cikkben)
Zoli