A cím, természetesen öngúny. Több mint két és fél éve írtam nagyon lelkesen az Ant PCB Maker gépről, azóta viszont mélyen hallgatok róla. Pedig a lelkesedésem nem csökkent, csak szünetet tartott. 🙂
Összeszerelés
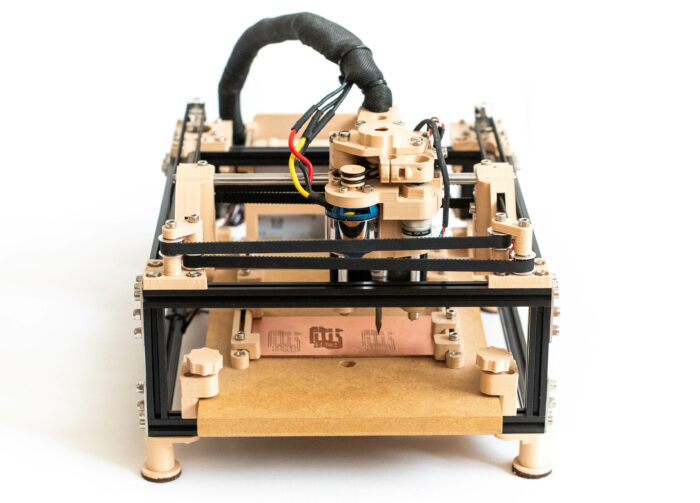
Az előző cikk megírása után össze is szereltem a gépet, amit már sajnálok, hogy akkor nem jegyzeteltem le, mert nem sok buktatóra emlékszem, amit meg kellene említeni. Mindenesetre nem volt nehéz, egy 3D nyomtató után – a használható youtube útmutatók segítségével -, bárkinek sikerülhet.
A nyomtatott alkatrészek nincsenek annyira nyomtatásbarátra tervezve, mint egy Prusa, vagy Voron. Szükséges helyenként supportot használni és a túl pici részletek nem biztos, hogy elsőre szépek lesznek a szokásos beállításainkkal. A tengelyeken két-két csapágy található, amik talán az ügyetlen nyomtatásomnak köszönhetően szorultak kicsit, de kipróbáltam a videóban látható módszert ennek a javítására, ami segített is: beillesztett csapágyokkal a műanyagot hőlégfúvóval kicsit megmelegítettem és így mozgattam a tengelyt a csapágyakban. Mielőtt kihűlt és újra megmerevedett a műanyag, a csapágyak szépen megtalálták a helyüket.
Elektronika
Korábban azt írtam, hogy nem is olyan drága a 32bites NUCLEO F401RE vezérlő lap, így azt választottam. Közben sajnos elszabadultak az árak, így ha tervezel ilyen gépet építeni, akkor nyugodtan válasz egy Arduino Uno klónt. Ügyetlenkedtem is az elején a Nucleo usb kommunikációval, ebből a megfontolásból is jobb lehet az Arduino, többen használják, több információ elérhető hozzá. Ha viszont Nucleot használsz elárulok egy bosszantó hibalehetőséget: a CNC shield ha nagyon rá van nyomva, akkor benyomódik a reset gombja, így pedig természetesen nem működik.
Nehezen beszerezhető a gyújtógyertyára emlékeztet LC1574W-04-025 Z motor, ezért a RobotDigg-től rendelhető NEMA-11 integrált orsós motorra cserélték a legfrissebb verzióban. Profibbnak néz ki, de nagyon drága, főleg szállítással együtt. Tapasztalatom szerint működik rendesen az eredeti motor is, bátran megvásárolható az ebay-en. Van egy tartalékom is, akár elkunyerálhatod. Arra kell figyelni, hogy rettentő kevés áramot szabad csak adni neki, amit a driver potméterével kell beállítani.
Első kipróbálás
Ezen a ponton keletkezett egy kétéves szünet. Összeépítés után valami banális hiba miatt a bCNC szoftverrel nem akart a probe összejönni. Kicsit félretettem, aztán nem’tom, sokáig nem történt semmi. 🙂
A vicc az, hogy amikor ismét elővettem, akkor elsőre működött minden, így nem tudom mi volt a gond. Biztosan nem a bCNC verziója volt a hibás, ugyanis öt éve nem frissült… Az első siker után alakítottam is a gépen, ugyanis a mesh-t a szokásos CNC-s megoldással, a gravírozóhegyre illesztett krokodil csipesszel csináltam. Ehhez nálam fegyelmezettebb ember kell, természetesen indítottam néhány mérést csipesz felhelyezése nélkül is. Szerencsére időközben az olasz srácok rájöttek, hogy a BOM-ban szereplő Mochu 706C csapágy vezeti az áramot. Ez azért nagy öröm, mert így a probe vezetékét fixen rá lehet kötni a csapágy álló részére a fejben, így csipesz nélkül lehet mérni, ha a PCB egyik leszorítójába szintén elhelyezzük a másik vezetéket. Nagyon klassz!
Sikeres mesh után, már tényleg nem volt kifogás, kipróbáltam egy előre elkészített gcode fájllal a PCB marását. Hát, elősre elég ramaty lett az eredmény. A filléres hegy csúcsa nem volt központos, így az elméleti 0,2mm helyett, sokkal szélesebb sávban roncsolta az anyagot, egy finom elegáns vágás helyett. Kipróbáltam többet is, de mind ugyan olyan béna volt, ezért rendeltem sokkal drágább hegyeket az Aliexpress-ről. Újabb szünet következett…
Sikeres marás
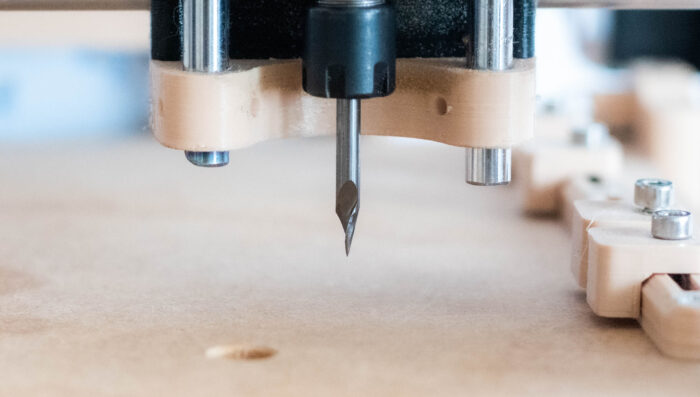
Már ránézésre is komolyabb szerszámot sikerült vásárolnom. Finoman forgatva látható, hogy a hegyének a pozíciója nem változik, így elvileg minden adott volt az újabb kísérlethez, ami jól is sikerült:
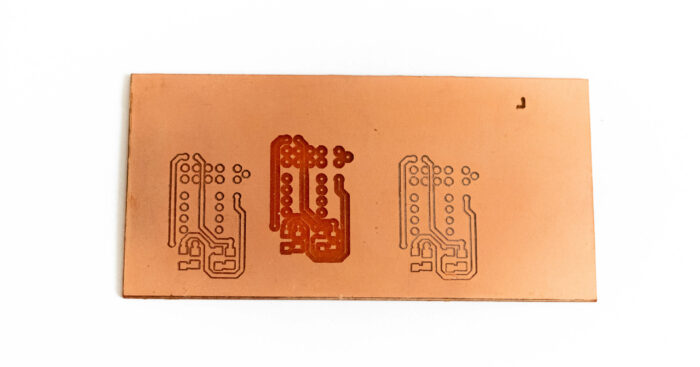
Mindhárom próba azonos gcode eredménye. Természetesen a középső készült a hulladék szerszámmal. A jobboldali az új heggyel, mindenféle kenés nélkül, a baloldali pedig úgy készült, hogy WD40-et fújkáltam rá óvatosan menet közben. Sajnos ez jobb lett. Bíztam benne, hogy nem kell pancsolni majd, de jobb eredmény született így. Egy ilyen kis munka nem jár érdemi kosszal, az első nem csinált nagy port, míg a második nem fröcsögött össze-vissza, de kicsit az MDF lap foltos lett a lefolyt anyagtól.
Mi várható 2026-ig?
Úgy tervezem, hogy a következő években feltétlen tovább haladok a megkezdett úton, a fúrást is kipróbálom és a kontúr marást is. Ami kicsit lassítja a dolgot, hogy meg kell ismernem új szoftvereket, a PCB tervezéséhez és a szerszámpálya generálásához is. Amatőr szinten nem tűnnek nehezeknek, csak valahogy olyan idegenek a 3D nyomtatós szoftverekhez képest.
Sajnos az olasz fiúk is elképesztő lassúak, nagyon ritkán jelentkeznek új videóval és még ritkábban valami frissítéssel. Pedig egy nagyon menő szoftveren is dolgoznak, amit Ant Farmnak neveztek el. Ez képes a gcode generálásra és egyben UI felületet is biztosít a megmunkálás vezérléséhez. Így a trükkösebb szerszámcserék, akár kétoldalas nyákok elkészítéséhez végig ugyanabban a szoftverben lehet maradni. Sajnos nem sikerült windows-ra telepítenem, biztos én voltam a béna. Ahogy szoktam, félre is tettem.
Valószínű azért rakom mindig félre ezt a jópofa kis gépet, mert nincs kivel megbeszélnem az aktuális izgalmakat. Ezért is jutott eszembe, hogy felteszem a vázat a shopba, hátha társakat tudok ezzel bevonzani hozzá. Ha kicsit is elgondolkodtat ez a projekt, akkor keress meg közvetlenül, hátha rá tudlak beszélni. 😉
