A Voron nyomtatókat is, mint minden OpenSource DIY nyomtatót lelkesen fejlesztenek tovább a felhasználók kisebb, vagy nagyobb módosításokkal. Ezek egy része rátapinthat a konstrukció egy hiányoságára és idővel az alapverzióba is bekerülhet. Sok más módosítás pedig, valami egyedi, marginális problémára ad választ, mint például egy konkrét kamera típus rögzítése. Mivel nagyon népszerű a Voron, így annyi kiegészítés létezik hozzá, mint égen a csillag, ezért érdemes keresnünk ilyen spéci megoldások után is, hiszen jó eséllyel már valaki megoldotta előttünk.
Források
Elsőre a Voron hivatalos GitHub repójában érdemes szétnézni. Az itt található modellek ellenőrzésen estek át, nagy valószínűséggel megoldják amit ígérnek, sőt könnyen, support nélkül nyomtathatóak:
Természetesen a Thingiverse és a Prusa modell gyűjteményében is találunk Voron cuccokat:
És léteznek Voron modokat katalogizáló oldalak is:
Népszerű Voron 2.4 módosítások
Összeállítottam egy listát a szerintem megfontolandó lehetőségekről, de hogy ne legyen annyira szubjektív a gyűjtemény, a magyar Voron facebook csoportban szavazást kezdeményeztem a modok „fontosságával” kapcsolatban.
Elég sok szavazat érkezett ahhoz, hogy az alábbi listát egyértelműen két csoportra lehessen osztani. Az elsőbe azok az alapvető megoldások kerültek, amiket feltétlen érdemes megfontolni már egy új nyomtató építése előtt, hiszen a tapasztaltabb kollégák jellemzően használják ezeket. A második csoportba pedig a „nice to have” jellegű inkább jópofa, mint fontos kiegészítések maradtak. A lista sorrendjét is a szavazás eredménye adta.
Alapvető fejlesztések
Klicky Probe
A Klicky egyértelműen a legnépszerűbb fejlesztése az eredeti kialakításnak. Néhány mágnessel és egy mikrokapcsolóval oldja meg a tálca letapogatását. Miközben olcsóbb, mint egy jó minőségű induktív szenzor, jobb megoldás is, mivel érzéketlen a felület anyagára és a hőmérsékletváltozásra. A hőmérséklettel szembeni érzéketlensége azért különösen fontos, mert a zárt meleg nyomatótérben a szondán kívül is akadnak anomáliák a hőmérsékletváltozások következtében, amiket lehetetlen kiküszöbölni, ha már a szonda is pontatlanul működik.
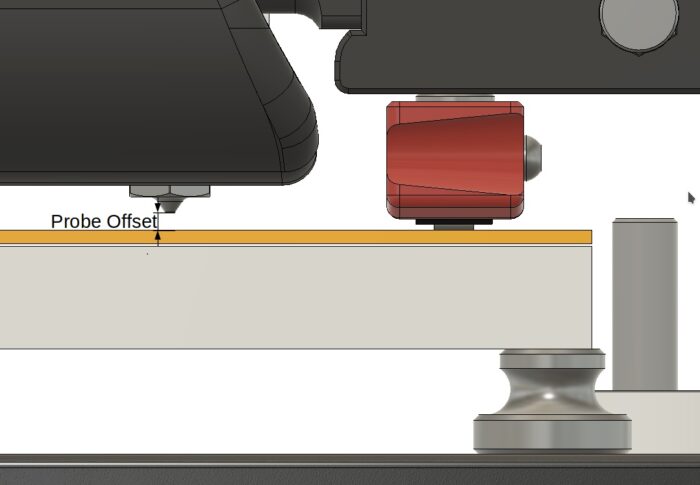
A szerkezet működési elve a BLTouch elvére hasonlít leginkább, fizikailag érinti a felülethez a mikrokapcsolót. Ehhez viszont a kapcsolónak a nozzle alá kell lógnia, amit a BLTouch úgy old meg, hogy csak a mérés idejére tolja ki a pálcikáját. A Klicky még látványosabb és bizonyos értelemben egyszerűbb dolgot csinál, a fej csak a mérés idejére veszi magához a kapcsolót, majd visszahelyezi a konzoljára. Bonyolultabb leírni, de a következő videóban megfigyelhető a két művelet:
Elegáns következménye a Klickynek, hogy a Z endstopra is rá lehet mérni vele. Így pusztán szoftveres módosítással automatizálni lehet a nozzle és a probe közötti offset kiszámítását.
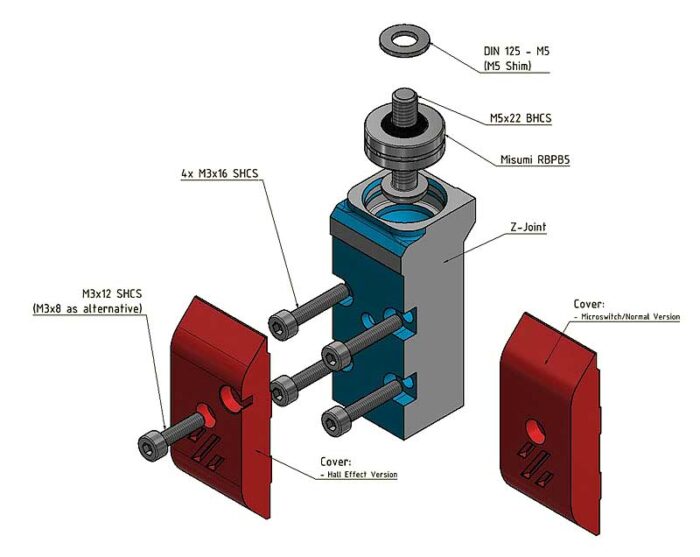
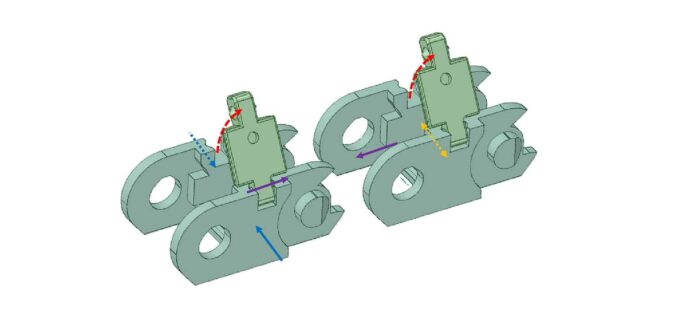
GE5C Z joint
- github.com/VoronDesign/VoronUsers/hartk1213/Voron2.4_GE5C
- github.com/Ramalama2/Voron-2-Mods/Misumi_RBPB5
Eredetileg a gantry négy sarkán található csuklókat nyomtatott alkatrészek valósítják meg. Természetesen ezek nem olyan tökéletesek, mint egy gömbcsapágy, idővel pedig kopnak is. Nem lepődnék meg, ha a következő hivatalos verzióban már GE5C csapágyak szerepelnének itt, ahogy a Trident esetében is.
Szóba jöhet még kenőanyag-mentes IGUS KGLM-05 vagy Misumi RBPB5 gömbcsapágy is, bár ez utóbbi eszetlenül drága, viszont kicsit nagyobb billenést biztosít.
Ramalama2 Front Idlers
Az eredetihez képest ez a Front Idler vékonyabb, így nagyobb X irányú mozgást enged meg, ami jól jöhet, ha valami extra széles fejet szeretnénk használni. Másrészt az M5 csavar helyett tengelyeket alkalmaz, így nem tudnak „táncolni” a csapágyak irányváltáskor. A szíj feszítése is ügyesebben van megoldva, tulajdonképpen mindenben jobb, mint az eredeti, talán csak nem olyan designos.
Pins Mod
Az előző módosításhoz hasonlóan a Pins Mod az összes M5 csavart tengelyekre cseréli, ahol csapágyak futnak. Utólag macerás ezért szétbontani az egész X, Y rendszert, de nem nagy befektetés egyből így építeni. Meglepően kisebb 5 milliméternél egy csavar átmérője!
Purge Bucket & Nozzle Scrubber
Álltál már nyomtatás előtt csipesszel a kezedben a 3D nyomató előtt? 😀 Ez a mod egy beépített drótkefe segítségével igyekszik megtisztítani a nozzle hegyét a szivárgó anyagtól.

Nevermore Activated Carbon Filters
Az ABS sok szempontból kiváló alapanyaga a 3D nyomtatásnak, de sajnos az egészségre veszélyesek a nyomtatás közben felszabaduló anyagok. Lakásban használva érdemes másik szobában tartózkodni hosszabb nyomtatás alatt és szellőztetéssel védekezni. Segítség lehet még az aktívszénnel való szűrése a szennyezett levegőnek. A Nevermore szűrő Micro változata a Voron 2.4 tálcája alá passzírozható, így nem foglal el plusz helyett és aktívan már a kamrán belül többször át tudja forgatni a levegőt a szűrőanyagon. Ennek a keringgetésnek van egy másodlagos haszna is, gyorsabban eléri az üzemi hőmérsékletet a belső tér.

A fénykép egy LDO stock fotó, ugyanis az LDO Voron 2.4 kit tartalmazza a Nevermore és Klicky hardvereit, valamint a később következő PCBéket is.
„nice to have” fejlesztések
A következő módosításokra nehéz lenne azt mondani, hogy szükségesek, de jól bemutatják milyen irányokban lehet tovább gondolkodni egy Voron 2.4 esetébe.
Doom Cube
Kezdjük is egyből valami brutálissal! A Doom Cube 4040 függőleges profilokkal újra gondolja a vázat, ezzel lehetőséget biztosít dupla plexikkel kialakított hőszigetelésre. Egy Doom Cube belsejében simán 70°C a hőmérséklet.
Valamiért szakít azzal az eredeti koncepcióval, hogy a súlypont alacsonyantartása érdekében minden elektronika alul legyen, persze bitang nehéz lehet az egész szerkezet. A Z motorok és az egyenáramú elektronikák felülre kerültek, míg a váltóáramú alkatrészek alul maradtak. Egyrészt szép ez a különválasztás, másrészt nyilván kényelmesebben szerelhető ez a kialakítás.
Korábban viszonylag drága Misumi profilokkal lehetett csak megvalósítani, de már az LDO is készít elemeket hozzá:
update 2023.06.04.: Végül belevágtam egy DoomCube építésébe:
forum.zen3d.hu/d/41-v24-doomcube-carbonfiber
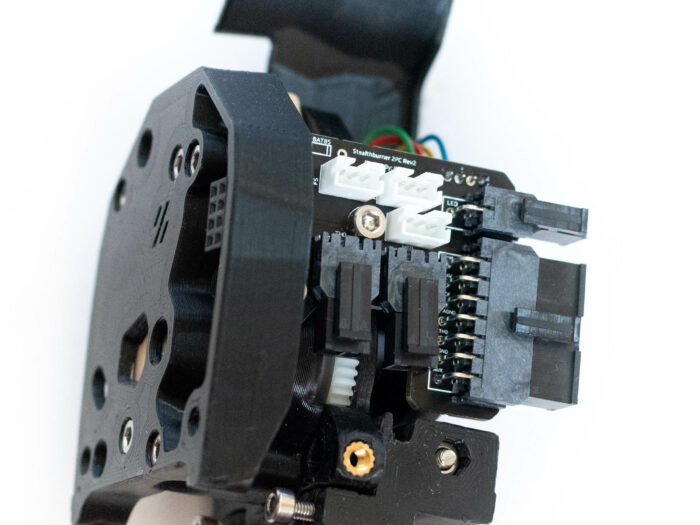
Toolhead PCB, EndStop PCB, Breakout PCB
- github.com/VoronDesign/Voron-Hardware/Afterburner_Toolhead_PCB
- github.com/engineermechanic89/VORON-DOOM-PCB-COMPANION-BOARDS
Magamtól biztosan az alapvetően szükséges kategóriába soroltam volna a nyomtatott áramköröket. Rettentően megkönnyítik a vezetékek kialakítását és a későbbi karbantartást, apróbb módosításokat is kényelmesebbé teszik. Talán csak a CAN BUS architektúra fogja kiváltani őket.
Viszonylag macerás a shopban ezekkel foglalkoznom, mert mire összegyűjtöm a szükséges csatlakozokat, könnyen elavul az adott változat. De igyekszem:
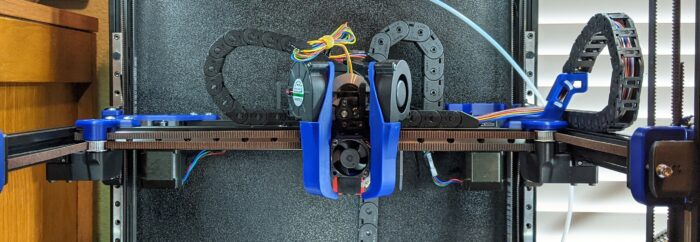
Panzer Chain 2.4
Egy nyomtatható energia lánc készlet ez a mod, ami arra is lehetőséget add, hogy színes lánccal tegyük izgalmasabbá a nyomtató megjelenését.
Skirt Buttons
Funkcionálisan nagyon hasznos ötlet a szoknya mintájába gombokat helyezni. Sajnos a megvalósítás kicsit gagyi, mert PCB nélkül kell a vezetékeket a gombok lábaira forrasztgatni. De ha ezt megugorjuk, akkor a hétköznapokban gyakran leszünk hálásak magunknak érte, ugyanis nincs az az érintőkijelző, vagy webes felület, ami kényelmesebb lenne, mint a szoknyán egy gomb megnyomása.

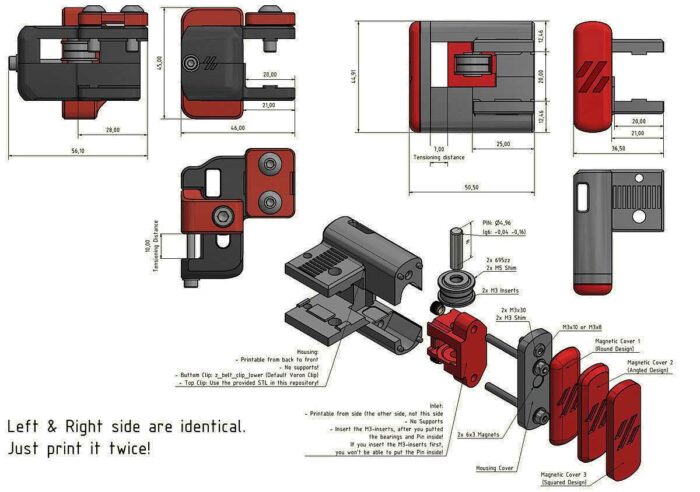
Panelek, ajtók rögzítése
- github.com/richardjm/voron-parts/voron-2.4/FilamentLatch
- github.com/VoronDesign/VoronUsers/bobbleheed/Magnetic_Panels
- github.com/VoronDesign/VoronUsers/ElPoPo/RemovableDoors
- github.com/VoronDesign/VoronUsers/AlexanderT-Moss/270-Clamping-Hinges
Több változatos megoldás létezik a panelek és az ajtók kényelmesebb, saját ízlésünknek megfelelőbb használatához. Érdemes böngészgetni ezek között.
Mantis Dual 5015 Toolhead
Érdekességből tettem a listára, léteznek az eredetitől elégé eltérő fej koncepciók is. A Mantis lényegesen könnyebb, mint az Afterburner, és a hűtése is sokkal erősebb.
Extrusion backers, Virtual Gantry Backers
Ahogy Klicky Probenál írtam, a hőmérsékletváltozás több komplikációt is tud okozni egy nagyméretű zárt nyomtatóban. Az egyik ilyen elsőre nem is annyira nyilvánvaló gond, az alumínium profilok és az acél sínek egymáshoz rögzítése. A két anyagnak eltérő a hőtágulása, ezért mint egy bimetál érzékelő elhajlik az Y tengely Z irányban amikor jól átmelegednek az anyagok. A kép nyilván túlzó, de valami ilyesmi történik:
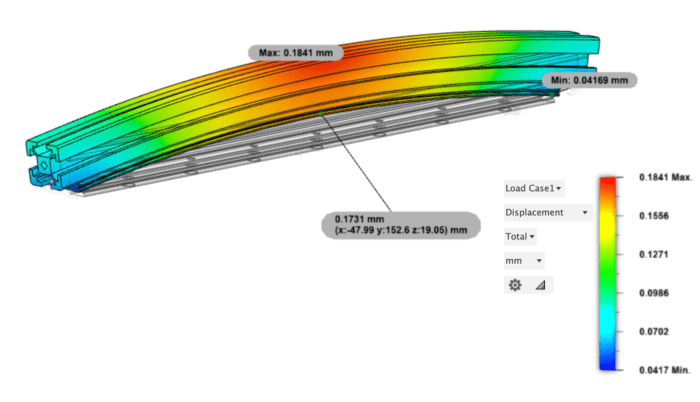
A probléma akkor a legszembetűnőbb, ha hidegen indul a nyomtatás egy teli tálcán, majd az első réteg kinyomtatása olyan sokáig tart, hogy közben a felmelegedett váz megemeli a fejet Z irányban, így a második réteg nem a helyére kerül. Sajnos pont a tálca közepén jelentkezik ez a probléma leginkább.
Kézenfekvő megoldás előmelegíteni a nyomtatót, majd melegen futatni a Mesh kalibrációt, így pontosan olyan geometriával tud dolgozni a nyomtató, amit megmértünk. Persze ez az idő és energia pocséklás elég bosszantó, ezért született az Extrusion backers ötlete: valami hasonló anyagot kell a profilra csavarozni a sínnel ellenkező oldalra, így kiegyenlítik egymást az anyagok.
De talán van még kreatívabb megoldás is, éppen a napokban dobta be egy kolléga a Discord csoportunkba a matekosabb módszert:
Itt az az ötlet, hogy valójában nem is az a baj, hogy görbülnek a dolgok, hanem az, hogy nem tudjuk mennyire. Ha tudnánk, akkor kompenzálhatnánk, ahogy például a PINDA 2 működik. Egy thermisztort kell a vázba építeni, majd a váz különböző hőmérsékleteihez tárolni kell a megfelelő Mesheket. Sőt, valójában elég a két szélsőértékhez fizikai mérést készíteni, a közbülső értékeket interpolálni is lehet.
Az összes módosítási lehetőséget lehetetlen és értelmetlen is lenne felsorolni. De kommentben kérlek egészítsd ki a listát, ha valami szerinted fontos, vagy izgalmas lehetőség kimaradt!
Hali!
A pins mod-hoz mindenképpen kell új nyomtatott részeket készíteni, vagy jók a „gyáriak” is, ha már legelőször is pin-ekkel rakod össze, nem csavarokkal?
Szia!
Újra kell nyomtatni, kicsit másként vannak kialakítva. Ha rákattintasz a linkre, akkor ott látod az STL fájlokat. Talán a Z elemeket elég egy ötös fúróval átfúrni. Érdemes megfontolni a Ramalama Front Idlert is ezzel együtt, ha már…
Köszi!
Elfelejtettem megírni, hogy Trident-hez kérdezem, azt hiszem a Z ott annyira nem játszik.. 🙂