A legegyszerűbb 3D nyomtatóval is készíthetünk úgy többszínű tárgyakat, hogy mi magunk cseréljük ki a filamentet nyomtatás közben. Természetesen ilyen módon korlátozottak a lehetőségeink, de némi kreativitással izgalmas végeredményt tudunk elérni. Erre is mutatok példát a cikk második részében, de előbb egy ravaszabb eljárást ismertetek. Igaz, hogy csak az első rétegen, de ezzel egy rétegen belül használható több szín. Haladóknak akármennyi. 🙂
Többszínű nyomtatás Z-Hop segítségével
Az az ötlet, hogy ha egymás után nyomtatunk ugyanarra a területre, és a Z-Hop értékét magasabbra állítjuk, mint a már kinyomtatott elemek, akkor a fej át fogja ugrani a korábbi nyomtatás eredményét. Nem akad bele, nem rontja el.
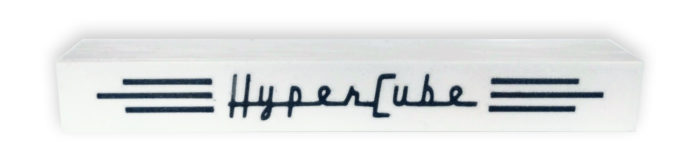
Kipróbáltam és a merész elmélet a gyakorlatban is jól működik. Minták, de tipikusan feliratok, emblémák megjelenítésére lehet használni. Elsőként azt próbáltam ki, hogy egy HyperCube tálca front elemére eltérő színnel nyomtattam a retró feliratot és díszítést.
TinkerCad segítségével készítettem el a modellt úgy, hogy a felírat és a díszítő csík negatív elemként középre legyen pozícionálva az alaphoz képest. A negatív elemet 0,4mm magasra készítettem. Ezek után külön STL fáljként mentettem az alapot és a feliratot is. (A cikk végén a forrásoknál link is van hozzá.)
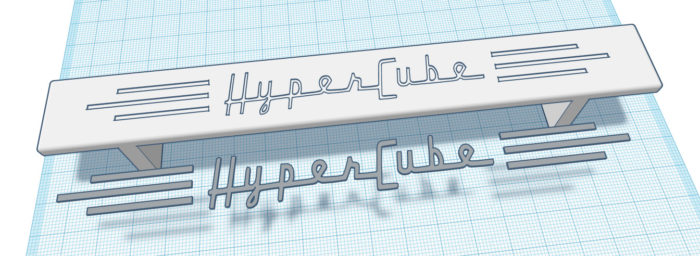
Két STL fájlt egyszerűen csak kinyomtattam egymás után úgy, hogy előbb a feliratot szürkével, majd fehérrel rányomtattam a testet. A Z-Hop magasságát 0,6mm-re állítottam, így a 0,4mm magas első nyomtatást szépen átugrálta a másodig menetben.
Így nézett ki, amikor kezdődött a második menet a fehér színnel:

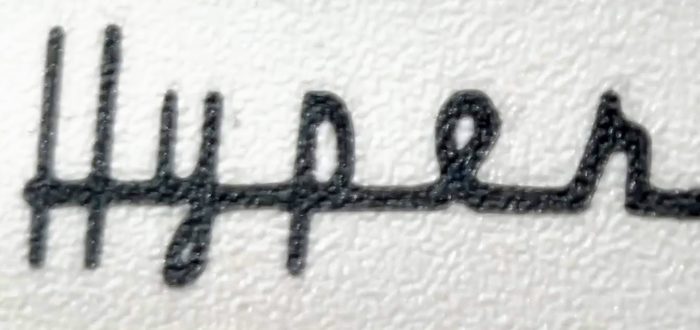
Nyomtatás közben még nem voltam benne biztos, hogy szuper lesz, de ahogy egymásra kerültek a rétegek, szépen összeforrt minden a helyére. Pontosan illeszkednek egymáshoz a nyomatok a végeredményen. Érdes tálcát használtam, ami homogénebbé teszi a felültet. Még a nagyított kép is egészen vállalható, a H betű nagyjából 14mm magas, az y hurkában a fehér pötty talán nincs egy milliméter hosszú, de egyértelműen látszódik, hogy van ott fehér anyag.
PrusaSlicer-ben nem is vacakoltam finomításokkal, csak bekapcsolva hagytam az elefánttalp kompenzációt. Cura-ban lehet picit játszani kell a HorizontalExpansion beállítással, hogy a negatív és pozitív részek szépen összepasszoljanak.
Az első nyomtatásnál természetesen nem használtam skirt-öt, bár le lehetett volna szedni a két nyomtatás között. De azért jobb nem piszkálni a tálcát a mutatvány közepén.
Azért passzolnak szépen egymásra különösebb erőfeszítés nélkül, mert a szeletelő program középre igazítja az objektumokat és én is úgy készítettem a modelleket, hogy egymáshoz képest középre legyenek igazítva. Természetesen lehet sportolni azzal, hogy a szeletelőben mozgatjuk őket, ha szükséges. Ami még itt fontos lehet, hogy Home-nak pontosnak kell lenni a nyomtatón, hiszen különben elcsúszik a két nyomtatás egymáshoz képest. De valószínű ez nem okoz gondot.

Picit kísérleteztem még a Prusa nyomtatók díszítésén is. Az látszódik a képen, hogy a sötétebb szín könnyen összepiszkolja a világosabbat. Ezért könnyebb szép eredményt elérni, ha előbb a világos színt nyomtatjuk, például azt a T betűt. A medvének a fekete színe bekoszolhatta a nozzle-t, ezért lettek fekete szöszök a bézs felületen.
Hasonlóan figyelni kell a filament cserénél arra, hogy a sötétebb szín után nyomjunk át annyi anyagot a világosabb színből, amennyi biztosan kipucolja az előző anyagot, hogy ne módosítsa a világosabb árnyalatát.
Kísérletezni kell, de a sikerélmény garantált! 🙂
Többszínű nyomtatás filament cserével
A klasszikusabb megoldás pedig az, hogy egy-egy réteget más színnel nyomtatunk ki. Itt is lehet szép mintákat, feliratokat készíteni úgy, hogy egyszerűen az első pár rétegen a minta hiányzik. Attól a rétegtől kezdve pedig, ahol már nincs a negatív minta, ha egy másik színt használunk, akkor az eredmény valami ilyesmi lesz:
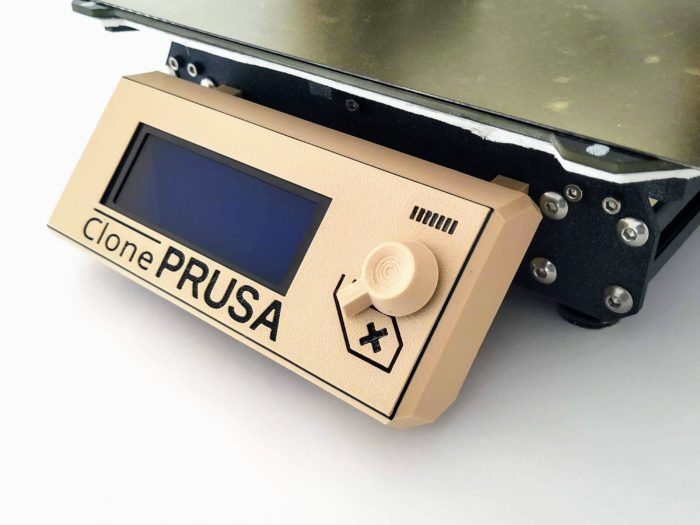
A módszernek pici esztétikai hátránya, hogy mivel az egész réteg más színű, így oldalt is látszódni fog a váltás. De például a Prusa LCD kijelzőnek még előnyére is válik az a szép fekete keret, ami tulajdonképpen a módszerből adódik.
Ilyenkor a másik szín mélyebben van, de ez tulajdonképpen előny is lehet. Például ezek a méhsejt mintázatok élőben különösen jól mutatnak amiatt, hogy kidomborodnak a felületből. Ezt a fénykép sajnos nem adja vissza.

Egy unalmas nagy fekete dobozt is könnyen feldobhatunk azzal, ha az egyik oldalát, ami nyomtatásnál alul van, néhány rétegben más színnel nyomtatjuk. A doboz hátulján látható Bear embléma viszont külön lett nyomtatva és csak oda van pattintva egy kis pöcök segítségével. De ez is azért néz ki ilyen izgalmasnak, mert itt is az a trükk, hogy lukas, tehát a rajzon belül látjuk a mögötte lévő fekete színt.

A v-slot profilt lezáró elem azonos a fenti Z-Hop teszttel, de itt a képen egyszerű cserével van kinyomtatva. Látszódik is, hogy a fekete minta csíkos, hiszen az ott valójában egy áthidalás, nincs támasztéka nyomtatás közben. Nem tudom eldönteni ebben az esetben, hogy melyik eljárás a szebb, mert itt is jópofa, hogy a tappancsok kidomborodnak picit.
Szeletelő program és nyomtató firmware kérdése, hogy pontosan hogyan vesszük rá a nyomtatót arra, hogy az adott rétegnél szóljon a filament csere miatt. Ezt most nem járom körbe, inkább csak kedvcsinálóként akartam megmutatni mennyire vagányan is kinézhetnek ezek az alkatrészek, ha kicsit variáljuk a színeket. Ráadásul semmilyen spéci hardvert nem igényel mindez, csak kreativitást.
Források:
- A Z-Hop ötletet ebben a videóban láttam:
Smooth Two Color Inlay 3D Print Using Cura Z Hop
jö ötlet.
Nagyron kreativ vagy!
Csobolyó-Programozó János
Sajnos ennyire nem vagyok kreatív, csak bíztatok mindenkit, hogy legyen az! 🙂 Ebben a videóban láttam az ötletet: https://www.youtube.com/watch?v=0Sla-vIsvh4 (pótoltam a forrást)
De nem is volt türelmem végignézni, olyan lelkes lettem, ahogy megértettem a lényegét, azonnal kipróbáltam. 😀
Huha!
Nagyon szuper!
Én is kipróbáltam és tényleg működik!
Igaz korántsem lett olyan szuper, mert egy kulcstartót akartam. Betűket szépen kihúzgáltam, 0,5 mm-re, kékkel kinyomtattam. Filament csere, fehér PLA-be, jöhet a következő fázis!
szuper, kinyomtatta, ahogy Te is leírtad. viszont most az a legnagyobb problémám, hogy a kék széle összemosódik a fehérrel. 🙁
Az elgondolásod fantasztikus és működik! 🙂
Gratulálok!
Nem az én elgondolásom, ahogy fentebb is írtam, de örülök, hogy sokakkal meg tudtam ismertetni. 🙂
Lehet, hogy a 0,5mm nagyon vékony ám, én az HyperCube feliratot vastagabbal csináltam. Az elefánttalp kompenzáció a PrusaSlicer-ben gondolom olyasmit csinál, mint Cura-ban a first layer-en negatív Horizontal Expansion. Szűkebbre veszi a az első réteget, ami segíthet abban, hogy legyen egy minimális hézag a két szín között. Aztán a következő réteg szépen összedolgozza a váltást. Kísérletezni kell! 🙂
Esetleg a hasznalt filamentekrol lehet valami informaciot kapni? Szin, gyarto, anyag?
Valaszod elore is koszonom. 🙂
Általában DevilDesign PET-G filamentet használok. Egyrészt szerintem normális anyag, másrészt a bézs szín miatt, mert csak ebben találtam egyelőre. 🙂